
全自動輪對壓裝機概念
鐵路大發展的今天,鐵路提速是當前技術進步的主題,制約提速的關鍵技術之一是走行部的制造及檢修技術的落后。而車輛輪對是走行部重要的部件,其組裝精度和質量的高低直接影響提速安全。
輪對的結構和狀態影響著車輛運行的平穩性、車輛與線路之間的相互用力以及車輛的運行阻力。因此,用來對鐵路車輛輪對進行加工裝配的輪對壓裝機的技術發展和更新就十分重要國。
我公司研發生產的全自動輪對壓裝機克服了國內現有的壓裝機和進口壓裝機的一些缺點,具有自己獨特的優勢。
全自動軸承壓裝機是為客貨車輪對軸承的自動組裝設計制造,適合所有輪型軸承的組裝,采用雙端獨立閥組、雙活塞及液壓鎖緊技術,智能化判斷拐點準確。自動測量、檢測、記錄軸承組裝的主要參數,能滿足鐵路運輸高速重載發展的需要。
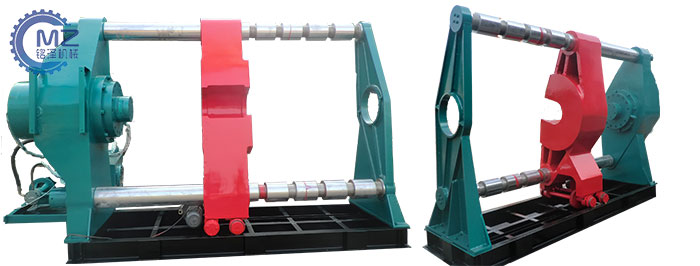
設備結構分析
本公司生產的列車全自動輪對壓裝機,包括由左右立柱、底座、上橫梁構成的整體剛性框架,左右立柱內對稱設有主油缸裝置、油缸前裝有頂針裝置,以及檢測裝置、液壓系統、電控系統,所述的上橫梁與底座相向面上設有等距離的插孔,底座與上橫梁的插孔對應位置設有插板槽,剛性框架的一側設有插板,插板設有U形開口,插板之上裝有縱向移動裝置和橫向移動裝置,所述的插板下端與插板槽配套設有凸條,插板上方設有定位裝置。本實用新型剛性強度好,特別適用于高速列車輪對的全自動壓裝和退卸;結構簡潔,直接用插板代替了現有壓裝機的活動梁裝置,降低了成本;功能完善,適用范圍廣,可完成壓裝和退卸的各項動作以及各項試驗。

適用范圍
全自動輪對壓裝機為臥式輪軸壓裝液壓機,主要用于鐵路機車、貨車、客車等車輛的車輪與輪軸的過盈配合壓入和拆卸,或用于汽車傳動軸的總成壓裝,也可用于一般輪軸類零件的壓裝。本機床具有獨立的動力系統和電氣系統。采用按鈕集中控制,可實現調整及半自動循環兩種工作方式;也可采用手柄控制。壓力和行程可在規定的范圍內任意調整。壓座可沿導軌移動,可以改變主缸活塞與壓座的距離,以適應壓裝各種長度不同之工件。可移動中心架可以改變V型鐵高度,以適應壓裝各種直徑不同之工件。
設備主要技術參數
|
序號 |
項 目 |
參數 |
備注 |
|
|
1 |
公稱壓力 |
6000KN |
|
|
|
2 |
液體最大工作壓力 |
31.5MPa |
|
|
|
3 |
壓裝最大輪徑 |
1800 mm |
|
|
|
4 |
壓裝最大軸徑 |
300 mm |
|
|
|
5 |
最大嵌入長度 |
4800mm |
|
|
|
6 |
活塞最大行程 |
660 mm |
|
|
|
7 |
活塞速度 |
推出 |
9 mm/sec |
|
|
回程 |
15 mm/sec |
|||
|
8 |
壓頭直徑 |
300mm |
|
|
|
9 |
電機功率 |
22KW |
電源: 415V/50HZ/3P |
|
|
1 |
壓裝機主機外形尺寸(長*寬*高) |
2200mm*2200*7500 |
|
|
|
1 |
主機重量 |
15T |
|
|
結構特點
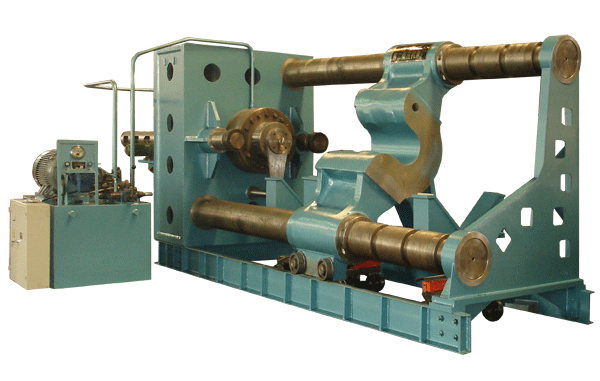
我公司生產的全自動輪對壓裝機,由機架總成、車輪上料裝置、輪對上下料裝 置、車軸定位裝置、壓裝壓力機構及液壓系統組成的輪對組裝壓裝機。

其主要特征在于
1.機架上橫梁、機架左立柱、機架右立柱及機架下橫 梁構成呈龍門長方體形剛性穩定結構;
2.機架下橫梁安裝于輪對組裝 預壓裝機基礎上,機架上橫梁安裝有上滑動軸,由上滑動軸安裝座 與機架上橫梁連接,每端各一個;
3.機架下橫梁安裝下滑動軸 ,其軸兩端通過下滑動軸安裝座同機架下橫梁連接,在機架 下橫梁上兩端各一組;
4.上滑動軸及下滑動軸左右各一組, 即上滑動軸兩組并行排列,下滑動軸四組兩兩并行排列,預壓裝 壓力機構的預壓裝框架總成由預壓裝框架總成左立柱、預 壓裝框架總成上橫梁、預壓裝框架總成右立柱及預壓裝框架總成連接板構成剛性穩定框架結構;
5.預壓裝框架總成同預壓裝框架總成通過安裝其上的預壓裝框架總成上導板、預壓裝 框架總成下導板分別同上滑動軸及下滑動軸連接構成滑動副;
6.預壓裝框架總成同預壓裝框架總成上安裝定位卡輪安裝座與定位卡輪安裝座,在其上分別安裝定位卡輪和定位卡輪整機上共8個;
7.在預壓裝框架總成、預壓裝框架總成上安裝車輪定位油缸安裝座和車輪定位油缸,車輪定位油缸活塞桿端部同定位卡輪安裝座聯接;預壓裝框架總成上橫梁安裝鏈輪;
8.鏈條懸掛其上,鏈條兩端分別同定位卡輪安裝座與定位卡輪安裝座連接,壓裝油缸安裝于機架右立柱橫斷面中部,其活塞桿前端與安裝在預壓裝框架總成上的預壓裝壓頭組成為一體,壓裝油缸安裝座裝于機架右立柱橫斷面中部,作為固定壓裝油缸的裝置;
9.機架左立柱及預壓裝框架總成與之相對應壓裝油缸;




